

029-86690026
案例一 扑热息痛生产精制母液资源化回收处理
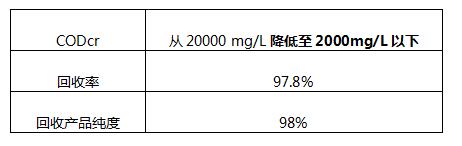
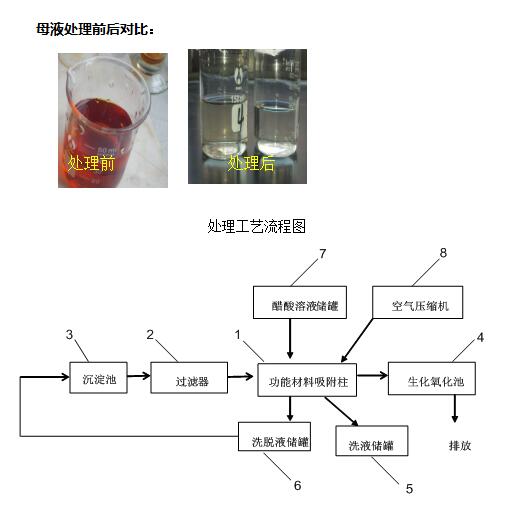
江苏某制药厂生产扑热息痛产品,产生含扑热息痛1.7%左右的母液废水,有异味,每天60吨左右,原水CODcr近20000mg/L。原处理方法是三效蒸发回收物料,后经工艺改进用蓝深水处理纳米材料工艺替代三效蒸发,纳米材料洗脱液生产套用,纳米材料脱附后可反复使用。使每生产一吨扑热息痛产品成本降低500元左右,起到了废水治理、节能、降耗、减成本等四重作用,该企业因此受到当地经贸委的10万元奖励。目前该厂家处理装置已经稳定使用四年。
案例二:对苯二胺废水处理及其资源化


某厂生产的对苯二胺废水,对苯二胺含量为1.3%,pH为9-10,有异味,经蓝深水处理纳米材料工艺处理后,回收含量为89%的对苯二胺,综合回收率为94.5%